选架子管焊管认准亿宏泰金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q235B、Q345B |
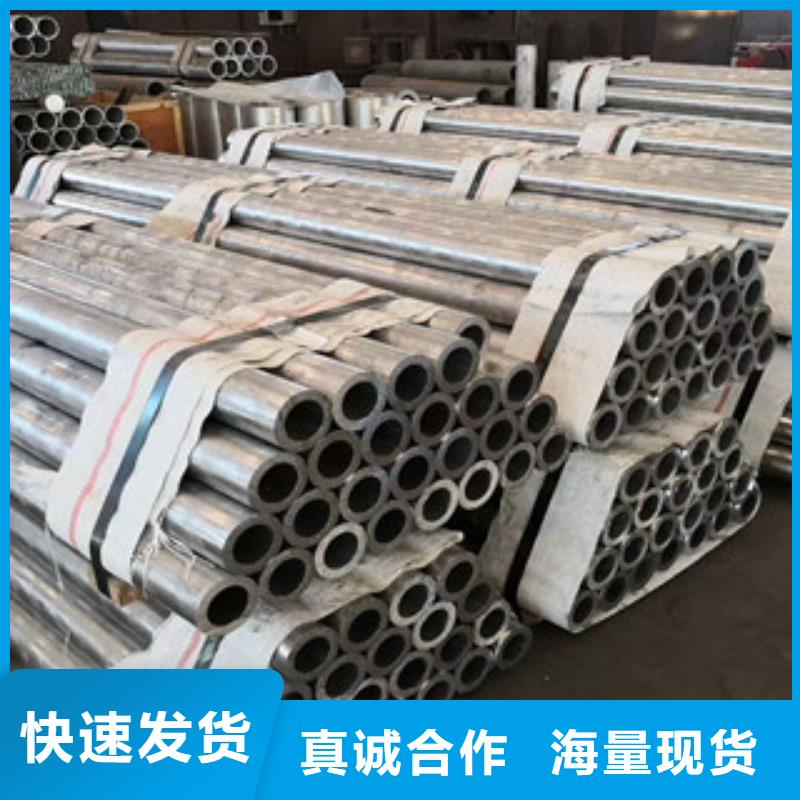
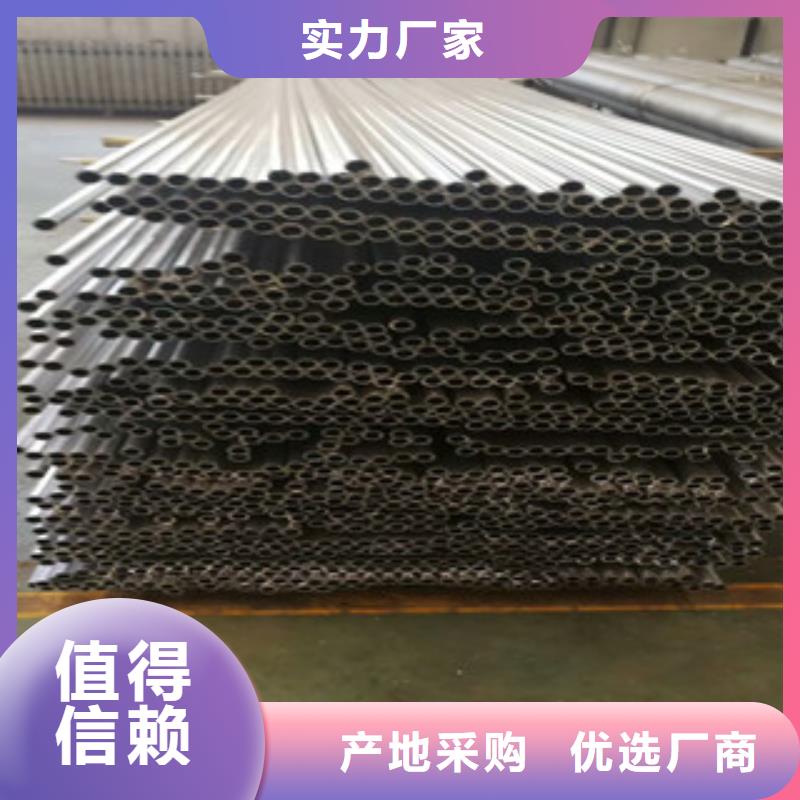
| 规格 | 48*2-2.5-3-3.5 |
| 产地 | 天津建筑架子管厂 |
| 类型 | 架子管、建筑钢管、脚手架钢管 |
| 长度 | 国标6米、可定制1米-12米 |
| 颜色 | 可喷红漆、黄漆、金属黑色 |
| 范围 | 选架子管焊管认准亿宏泰金属材料有限公司供应范围覆盖广东省、东莞市、桥头镇、莞城区、南城区、万江区、石碣镇、石龙镇、茶山镇、石排镇、企石镇、横沥镇、谢岗镇、东坑镇、常平镇、寮步镇、大朗镇、麻涌镇、中堂镇、高埗镇、樟木头镇、大岭山镇、望牛墩镇、黄江镇、洪梅镇、清溪镇、沙田镇、道滘镇、塘厦镇、虎门镇、厚街镇、凤岗镇、长安镇等区域。 |

直缝焊管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:
1、从表面上判断,也就是在外观检验。直缝焊管焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,
焊缝内部便有存在缺陷的可能。
2直缝焊管物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等
3、直缝焊管受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。
4、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
直缝焊管机械性能试验和压扁试验
直缝焊管废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品直缝焊管;外废指直缝焊管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的直缝焊管在出厂前好抽样进行试验性热处理和粗加工,尽可能在直缝焊管厂内发现潜在的直缝焊管缺陷,以便及早采取必要的补救指施。


钢管除锈防腐工艺流程介绍:除锈是管道防腐工艺中重要的一项内容,目前除锈方法有很多,像人工除锈、喷砂除锈以及酸洗除锈等等。其中人工除锈、机械除锈以及涂装除锈(防腐刷油)是相对常见的除锈方式,以下瑞能防腐设备就这三种除锈工艺的具体操作要求为您作简单介绍。
:人工除锈
用刮刀、锉刀将管道、设备及容器表面的氧化皮、铸砂除掉,再用钢丝刷将管道、设备及容器表面的浮锈除去,然后用砂纸磨光,较后用棉丝将其擦净。
第二、机械除锈
先用刮刀、锉刀将管道表面的氧化皮、铸砂去掉;然后一人在除锈机前,一人在除锈机后,将管道放在除锈机内反复除锈,直至露出金属本色为止;刷油前,用棉丝再擦一遍,将其表面的浮灰等去掉。
第三、防腐刷油
管道、设备及容器阀门,一般按设计要求进行防腐刷油,当设计无要求时应按下列规定进行:
1、明装管道、设备及容器必须先刷一道防锈漆,待交工前再刷两道面漆,如有保温和防结露要求应刷两道防锈漆;
2、暗装管道、设备及容器刷两道防锈漆,第二道防锈漆必须待道漆干透后再刷,且防锈漆稠度要适宜;
3、 埋地管道做防腐层时,若在冬季施工,宜用橡胶溶剂油或航空汽油溶化30甲或30乙石油沥青,重量比:沥青∶汽油=1∶2,防腐涂漆的方法一般有两种:
①手工涂刷:手工涂刷应分层涂刷,每层应往复进行,纵横交错,并保持涂层均匀,不得漏涂或流坠;
②机械喷涂:喷涂时喷射的漆流应和喷漆面垂直,喷漆面为平面时,喷嘴与喷漆面应相距250~350mm,喷漆面如为圆弧面,喷嘴与喷漆面的距离应为400mm左右,喷涂时,喷嘴的移动应均匀,速度宜保持在10~18m/min,喷漆使用的压缩空气压力为0.2~0.4MPa。
本厂一贯倡导“科技为先开拓创新”的经营理念,重视产品的开发。“生产的产品提供的服务为中国乃至世界的体育事业增姿添色”是我们的目标。



焊接钢管表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。当表面热处理硬化层较厚时,也可采用洛氏硬度计。当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺
零件如果局部硬度要求较高,可用感应加热等方式进行局部淬火热处理,这样的焊接钢管通常要在图纸上标出局部淬火热处理的位置和局部硬度值。焊接钢管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。
维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。相应的换算表在国际标准ISO、美国标准ASTM和中国标准GB/T中都已给出。



东莞桥头镇亿宏泰金属材料有限公司配有标准的 无缝钢管中心质检室,质检员经过专业检测中心培训,采用先进的 无缝钢管检验设备,对 无缝钢管产品的各项技术指标做出准确的分析,确保产品质量稳定、。


新直缝焊管焊接技术介绍
直缝埋弧焊(UOE钢管)因它采用焊后冷扩径工艺涨管,故UOE钢管几何尺寸比较,采用UOE钢管对接时的对口质量好从而确保了焊接质量,通过扩管工艺一定程度了部分内应力。 另外UOE钢管焊接时采用多丝焊接(三丝、四丝),这样的焊接工艺焊接时产生的线能量小,对母材热影响区影响程度也小。多丝焊接后道焊丝对前道焊丝可起到焊接时产生应力的作用,从而对钢管的机械性能有所改善。
直缝埋弧焊接钢管与螺旋焊管相比其焊缝长度短,这样焊接产生缺陷及影响相对较小。在高压管道中直缝管的母材能做到逐张钢板超声波探伤,满足高压管道对母材的要求。然而尽管UOE钢管的综合性能优于其它钢管,但它高昂的价格,使资金紧张的用户望而却步。
直缝焊管焊缝呈螺旋状分布,一般而言钢管的焊缝区域包括焊缝热影响区是钢管机械性能较差的部位,而压力管道大内应力沿轴向分布,螺旋焊接管则将较薄弱的部位避开了内应力大的方向,从而改善了钢管的性能。此外直缝焊管焊缝成型及焊缝加强高度等原因,在做外防腐时增加了难度,在焊缝两则可能会形成空隙,目前有些厂家采用侧向缠绕涂敷三层PE或二层PE的工艺,可解决直缝焊管的防腐。 亿宏泰金属材料有限公司是专业经营无缝钢管、合金无缝钢管、厚壁无缝钢管、精轧无缝钢管的大型物资流通企业,我公司凭借雄厚的实力、丰富齐全的规格品种,完善的质量体系,合理的价格,优质的服务,不断地受到新老客户及业内人士肯定和信任


产品



- 性价比高的劈裂机生产厂家 2025-12-26
- 欢迎访问##不锈钢复合管价格## 2025-12-26
- 有现货的不锈钢管基地 2025-12-26
- 欧式篷房优选品质厂家 2025-12-26
- 现货供应电力管_诚信企业 2025-12-26
- 有现货的欧米茄供货商 2025-12-26
- 排水板以诚为本欢迎咨询 2025-12-26
- 值得信赖的塑胶球场经销商 2025-12-26
- 启闭机厂家现货 2025-12-26
- 球墨铸铁管供应商求 2025-12-26
- 巨鹿土工膜养殖土工膜品质保障价格合理 2025-12-26
- 平鲁软式透水管-透水管现货销售 2025-12-26
- 开封不锈钢水箱诚信厂家辉煌品牌 2025-12-26
- 买钢板必看-图文介绍 2025-12-26
- 温室大棚管厂家-服务优 2025-12-26
- 专业销售耐候钢板-口碑好 2025-12-26
- 实力雄厚的水产养殖供货商 2025-12-26
- 2025现货供应##防撞护栏##型号齐全 2025-12-26
- 环翠品牌的管线管公司 2025-12-26
- 管线管直供全国品牌:文登本地厂家 2025-12-26
- 东港生产管线管_精选厂家 2025-12-26
联系方式
